Nel precedente articolo della serie sui materiali compositi, abbiamo definito le principali caratteristiche dei componenti di un materiale composito fibroso a matrice polimerica (CFRP). Ora andiamo ad approfondire l’argomento dei materiali compositi, analizzando le principali tecniche di laminazione atte alla realizzazione di questi straordinari materiali.
In ambito ingegneristico gli aspetti legati alla manifattura di un particolare rivestono un ruolo di primo piano nella scelta e nella funzionalità del materiale da applicare. Innanzitutto ne definiscono le tempistiche di realizzazione di questi materiali compositi, le quantità realizzabili nonché il livello di esperienza e conoscenze richieste al personale adibito alla realizzazione dei materiali. Influenzano le proprietà del particolare risultante in termini di caratteristiche meccaniche, finitura superficiale e livello di dettaglio e, non ultimo per importanza, ne definiscono i costi dei materiali compositi.
Questi aspetti vengono estremizzati, se vogliamo, nel caso dei materiali compositi: l’esperienza maturata nella loro realizzazione, pur avendo fatto passi da gigante negli ultimi decenni, non è di certo paragonabile a quella maturata nella lavorazione dei materiali metallici. Quindi, in prima battuta, questi materiali richiedono personale e macchinari altamente specializzati nella loro realizzazione.
Inoltre, al fine di realizzare un particolare in maniera efficiente è necessario che il processo si realizzi in tempi e costi quanto più ridotti e che infine porti ad un prodotto compatto che minimizzi la presenza di vuoti e tensioni residue che potrebbero comprometterne le performance in termini strutturali. In genere le tecniche di laminazione di particolari in polimeri rinforzati constano di diverse fasi:
Fibre e matrice sono disponibili sul mercato in diverse forme, sia individualmente che sotto forma di lamine. Le fibre sono generalmente disponibili singolarmente sotto forma di matasse oppure di ’panni’ in cui le fibre vengono preventivamente disposte secondo necessita (unidirezionali, intrecciate o stuoie -mat). All’evenienza vengono tenute insieme mediante apposite cuciture. In questo caso l’unione con la matrice, miscelata in opportune dosi con un indurente, avverrà solo al momento della laminazione.
Un’altra soluzione ampiamente utilizzata è quella di rendere disponibili le fibre sotto forma di lamine preimpregnate con materiale resinoso (general- mente resina epossidica) che successivamente verrà utilizzato nel processo di laminazione come materiale costituente la matrice. A seconda della forma e delle dimensioni finali del preimpregnato possiamo distinguere:
È una tecnologia utilizzata prevalentemente per applicazioni richiedenti basse prestazioni quali tubazioni o serbatoi in vetroresina. Il processo è totalmente automatico e prevede l’avvolgimento di fibre provenienti da un bagno di materiale polimerico (filament winding) o di nastri di fibre preimpregnate (wrapping) attorno ad uno stampo di varia sezione. Quest’ultimo posto in rotazione attorno al proprio asse mentre il sistema di distribuzione delle fibre trasla in direzione longitudinale allo stesso.
Si realizza così, dalla combinazione dei due moti, un avvolgimento elicoidale che andrà a definire, rispetto all’angolo di avvolgimento e al numero di sovrapposizioni, le proprietà del composito risultante. Una volta completata la deposizione dei materiali e il successivo indurimento della matrice, lo stampo viene rimosso
È una tecnologia che consente la produzione di particolari solidi a sezione costante e con fibre unidirezionali parallele alla direzione di estrusione. Il processo si realizza tirando il rinforzo e costringendolo a passare dapprima attraverso un bagno di resina e successivamente attraverso una trafila riscaldata all’interno della quale il composto fibre-matrice assume la forma finale, con la possibilità di steps intermedi di preformatura attraverso specifiche guide e rulli.
La laminazione avviene manualmente utilizzando un singolo stampo (maschio o femmina) realizzato in plastica rinforzata, legno o gesso. Sulla superficie dello stampo viene posizionato un gel coat allo scopo di rendere liscia la superficie esterna del pezzo finale e per proteggere lo stesso dall’ambiente esterno. Al disopra del gel coat viene posizionato il materiale di rinforzo (panni di fibre o prepregs) che successivamente viene impregnato mediante l’applicazione manuale della resina attraverso appositi pennelli o rulli esercitando una pressione tale da distribuire uniformemente la resina ed eliminare eventuali bolle d’aria.
Costituisce la tecnologia più versatile e semplice nella realizzazione di particolari di ogni forma e dimensione ma porta con se un ingente costo in termini di manodopera (altamente specializzata) e tempistiche, a fronte di un basso standard di qualità. Una variante della deposizione manuale è lo Spray-up, tecnologia in cui la distribuzione di fibre e matrice avviene spruzzando contemporaneamente resina e fibre corte mediante un’apposita pistola.
Le tecniche di stampaggio in sacco a vuoto vengono implementate quando si necessita un’elevata percentuale di fibre nel composito. A tal fine bisogna migliorare la compattazione dei componenti in fase di realizzazione servendosi dell’azione del vuoto (Vacuum-Bag Forming) o della pressione (Pressure- Bag Forming).
Queste sono due tecniche generalmente eseguite nella formatura di prepregs. I rotoli di prepregs sono tagliati in lamine secondo necessità (forma, dimensioni, orientazione delle fibre) mediante appositi strumenti o processi (water-jet o taglio laser) e successivamente stratificate direttamente sullo stampo o separatamente e poi posizionate su di esso.
A questo punto del processo il laminato viene ricoperto da un diaframma flessibile e, a seconda del metodo in cui viene imposta la pressione necessaria, vie la distinzione in:
Queste tecnologie, a fronte di un costo d’impianto elevato e di una manodopera altamente specializzata, consentono di realizzare manufatti caratterizzati da elevate performance (elevato contenuto di fibre e bassa percentuale di difetti e porosità) e da buona flessibilità e complessità geometrica (deposizione manuale).
È una tecnologia particolarmente utilizzata nella formatura di pre-impregnati SMC o BMC, che consente alte produttività di componenti dalle alte prestazioni e dall’ottima finitura superficiale a fronte di un costo d’impianto molto elevato. Il processo di stampaggio per compressione consta delle seguenti fasi:
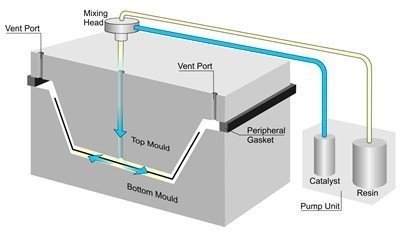
L’idea alla base delle tecniche di stampaggio per infusione è quella di indurre la distribuzione della resina all’interno di una cavità avente la forma del particolare da realizzare ed in cui e stato precedentemente posizionato il rinforzo asciutto secondo necessita. A seconda della metodologia mediante cui viene indotta la movimentazione della resina, possiamo distinguere le seguenti tecniche:
• Resin Transfer Molding (RTM): la movimentazione della resina è ottenuta mediante iniezione in pressione e/o attraverso l’impiego del vuoto per l’aspirazione della resina in stampo chiuso.
• Vacuum Assisted Resin Transfer Molding (VARTM), l’infusione della resina si ottiene aspirando la stessa all’interno dello stampo per effetto dell’induzione del vuoto in uno stampo aperto mediante l’utilizzo di un sacco a vuoto; Nel caso di preforme di grandi dimensioni (ad esempio imbarcazioni), sono impiegati punti di ingresso ed uscita multipli, al fine di ridurre il percorso effettivo della resina.
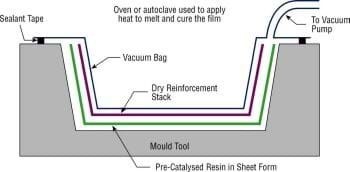
• Resin film Infusion (RFI), l’infusione nella cavità avviene mediante il posizionamento di un film di resina solida adiacente al rinforzo; il processo può essere eseguito sia in stampo aperto che in stampo chiuso e consente una migliore distribuzione della resina soprattutto per componenti di grandi dimensioni.
A cura di Vito Saldutto
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}